Motorrenovering
|
|
Vevstakarna är också genomgångna. Vi monterade nya bussningar, art.nr. 418295, i lilländan. |
Här behövs lite specialverktyg för att kunna pressa i och ur bussningarna. |
Bussningarna i lilländan måste brotschas/honas till rätt storlek efter ipressning i vevstaken. Detta samt honing storända utfördes på en motorrenoveringsfirma. |
Steg 1 |
Det första steget i motorbygget är att tvätta och blåsa rent blocken i alla kanaler mm efter borrning etc. |
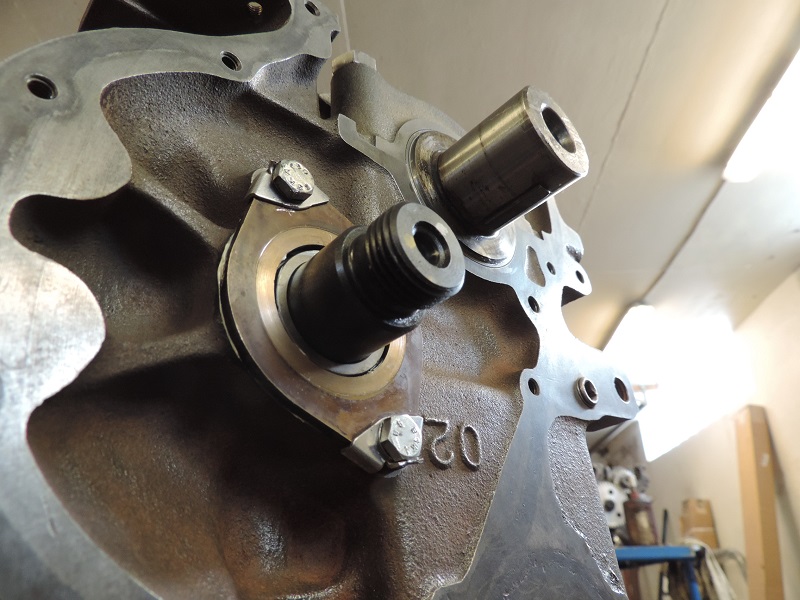
Passa även på att göra rent och montera nippeln, art.nr 418416, för smörjning av kamdreven. |
Steg 2 |
Två av motorerna fick A-kam, art.nr. 460490, och två fick K-kam, art.nr. 1218581. Först smörjer man in alla nockar med ett speciellt molybdenfett för inkörning av kammen. |
Likadant fett används på lyftarna när dessa monteras. Dessutom smörjs kamlagren med antingen motorolja eller monteringspasta, art.nr V903. |
Sedan förs kamaxeln försiktigt in i motorn för att undvika skador på kamlagren. Därefter monteras distansring kam samt tryckfläns. Man kan återanvända den gamla tryckflänsen som är liksidig genom att vända på den, då den bara slits på insidan, förutsatt att ingen gjort detta tidigare. |
Vid montering av tryckflänsen låser man antingen skruvarna med låsbricka, art.nr. 418422, eller Loctite. OBS! Använd aldrig låsbrickorna mer än en gång. |
Steg 3 |
Börja med att montera lagren samt smörja även dessa med antingen motorolja eller monteringspasta. |
Torka rent i lagerlägena innan lagren läggs på plats. Lagren som användes är ACL:s Alulager art.nr. 271215-ACL. |
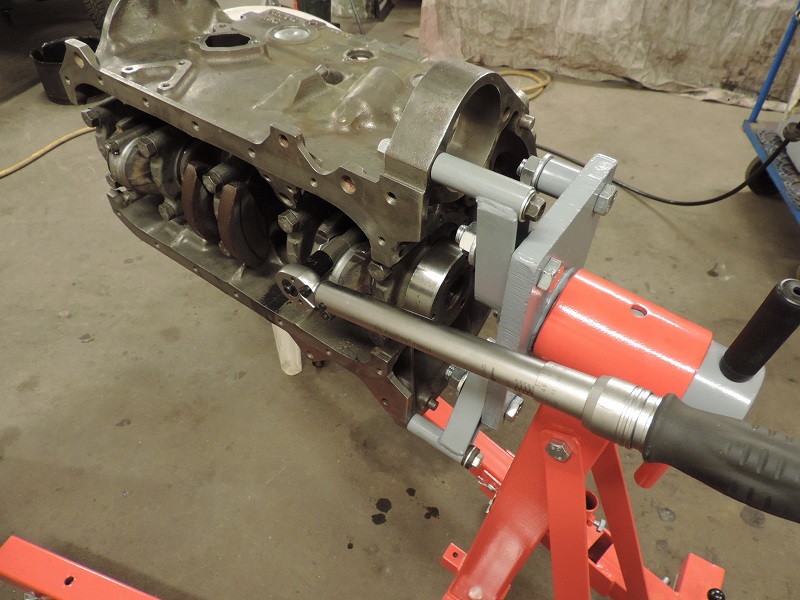
Torka och blås sedan rent vevaxeln, speciellt i alla oljekanaler, innan den försiktigt läggs på plats i motorn. |
Sedan lägger man på överfallen och drar dessa med angivet moment (12-13 Kgm). |
Detta görs lämpligen i 3 steg samtidigt som man mellan varje dragning känner efter att veven snurrar lätt i blocket. |
Steg 4 |
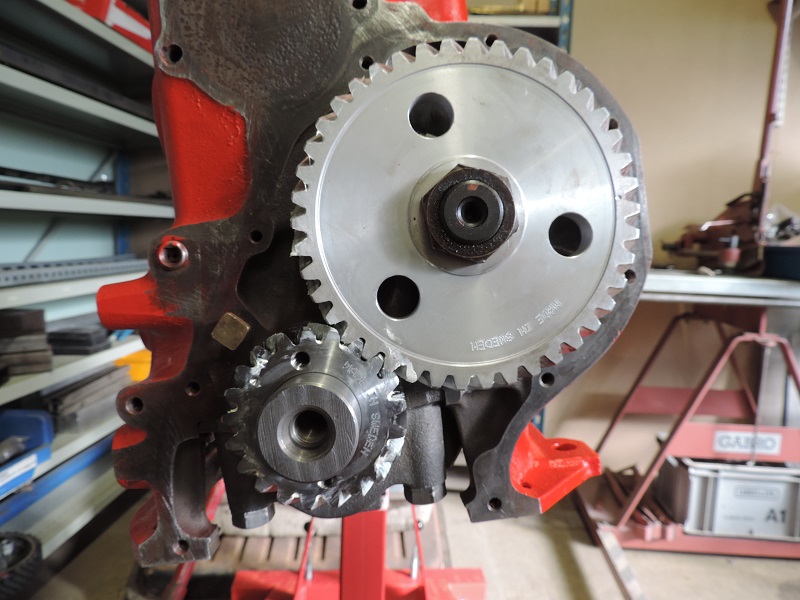
Motorerna med A-kam får fiber/ståldrev, art.nr 270690, och motorerna med K-kam får aluminium/ståldrev (art.nr. 270690AL). Här börjar man med det nedre lilla drevet som sitter på vevaxeln. |
Samtidigt som man värmer drevet kan man montera vevaxelkilen, art. 910123 och kilen i kammen, art. 910118. När drevet är lagom varmt är det bara att skjuta på det på veven med sidan med märkningen utåt. Har man värmt för lite kan man behöva knacka in sista biten. OBS! Knacka försiktigt! |
|
|
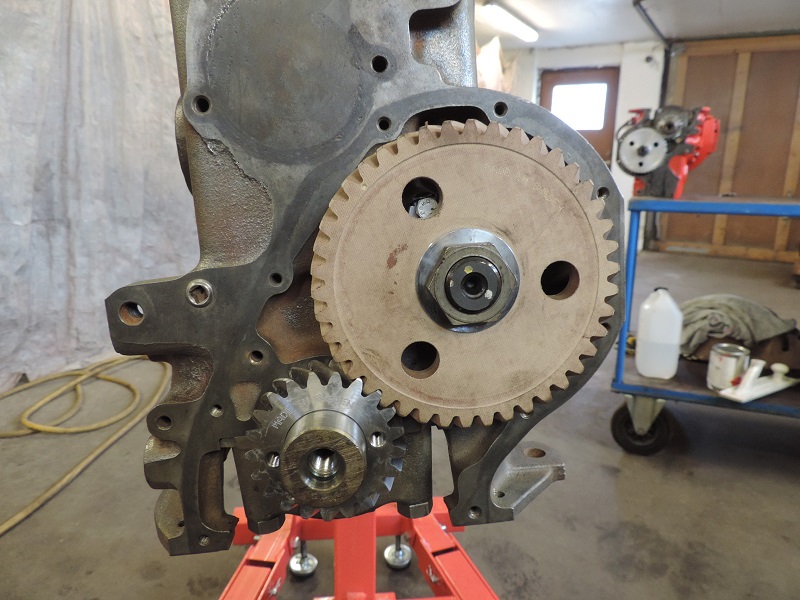
Sedan kommer det större övre drevet. Även här kan man värma det lite grand men inte för mycket, särskilt inte fiberdrevet. |
Sedan riktar man så man får märkningarna mitt för varandra och monterar dit drevet så långt det går för hand och sätter sedan på och drar in drevet med hjälp av muttern art. 150169. |
OBS! Slå aldrig på kamdrevet.Avsluta med att dra muttern med moment (13-15 Kgm). För att hålla emot så att inte motorn snurrar kan man hålla en planka i lagom storlek mellan veven och blocket. |
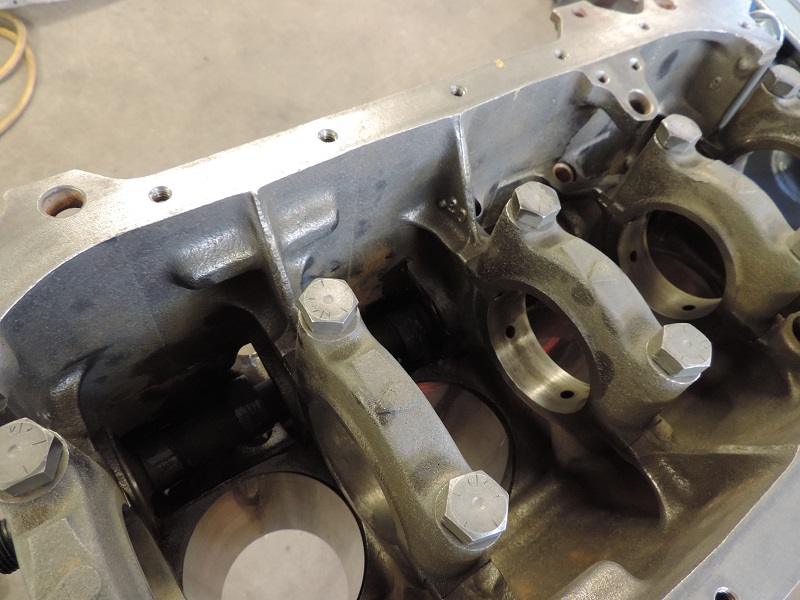
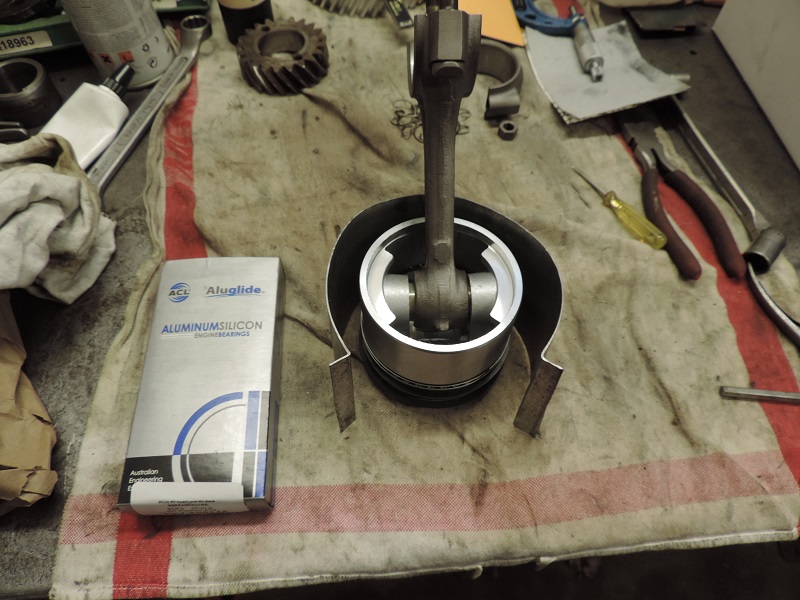
Steg 5 A |
Börja med att ta bort överfallet från staken. Då dessa varit honade är dom momentdragna och då är det viktigt att man sätter fast dom på rätt sätt när man släpper muttrarna för att undvika att böja vevstaken. |
Tryck sedan i lagerhalvorna på respektive plats. |
Sedan är det dags för smörjning igen, motorolja eller monteringspasta. |
Här gäller det att göra det på rätt sätt, så att pilen eller markeringen på kolven pekar framåt och nummermärkningen på vevstaken vänds från kamaxelsidan. Tryck i kolvbulten (skall gå med ett lätt tumtryck) och montera dit låsringarna. |
Dags för kolvringarna! |
Till motorerna med A-kam (2 B20) använde vi gjutjärnsringar art.nr. 275336 och motorerna med K-kam fick molybden-ringar, art.nr. 275283MOLY i B18 och 275336MOLY i B20. |
Finns inget sådant kan dom monteras vilket som. |
Använd med fördel en kolvringstång för att underlätta monteringen och minska risken att bryta av en kolvring. |
Steg 5 B |
Här behöver man ha någon typ av kolvringskompressor, antingen en svarvad kona eller något annat som håller ringarna på plats. |
Vi använde oss av en egentillverkad 0,8 mm plåt och en svetstång. Detta fungerade bra men en kona är det bästa. |
Även här måste man smörja bra, både cylinderväggarna och själva insidan på kolvringskompressorn. |
Ställ vevaxeln i ett läge så att staken man skall montera hamnar så långt ned som möjligt. |
Samtidigt som man slår ner kolven måste man ha koll på storändan på vevstaken så inte bultarna eller staken tar i. |
Sedan är det bara att styra ned kolven i rätt cylinder och försiktigt börja slå ner den med ett hammarskaft eller liknande så man inte gör åverkan på kolvtoppen. |
När man fått ned kolven hela vägen, så staken har styrt in mot vevaxeln, är det dags att sätta på överfallet och dra detta till rätt moment (5,2-5,8 Kgm). Lämpligt att montera först 1:ans och 4:ans kolvar och sedan dra runt motorn ett halvt varv innan man monterar i 2:ans och 3:ans kolvar för att slippa snurra runt motorn i onödan. |
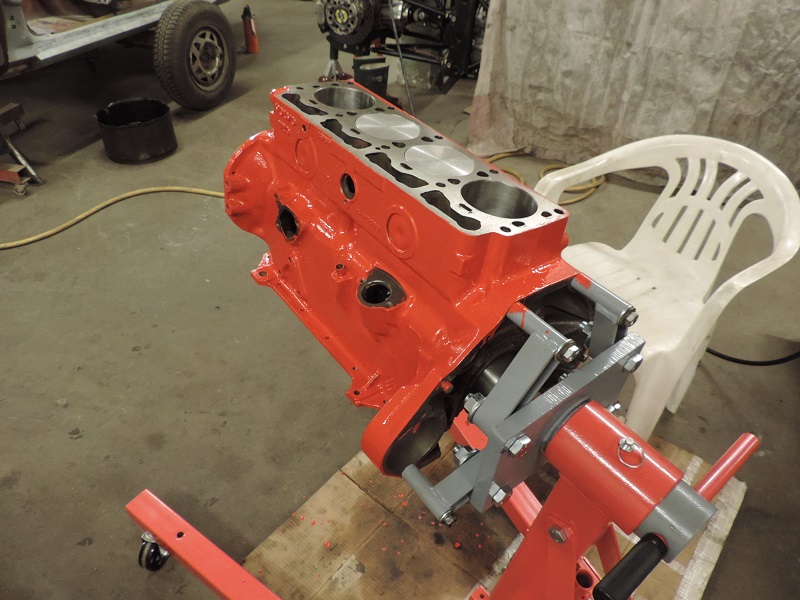
Steg 6 |
Här använde vi Volvoröd motorfärg, art.nr. 9434521. |